
Основные технические данные и характеристики приведены в таблице 1.
Таблица1
|
Обозна- чение |
Показатели | |||||||
| 2.1 | 2.2 | 2.3 | 2.4 | 2.5 | 2.6 | 2.7 | 2.8 | |
|
Диаметр шнека,мм |
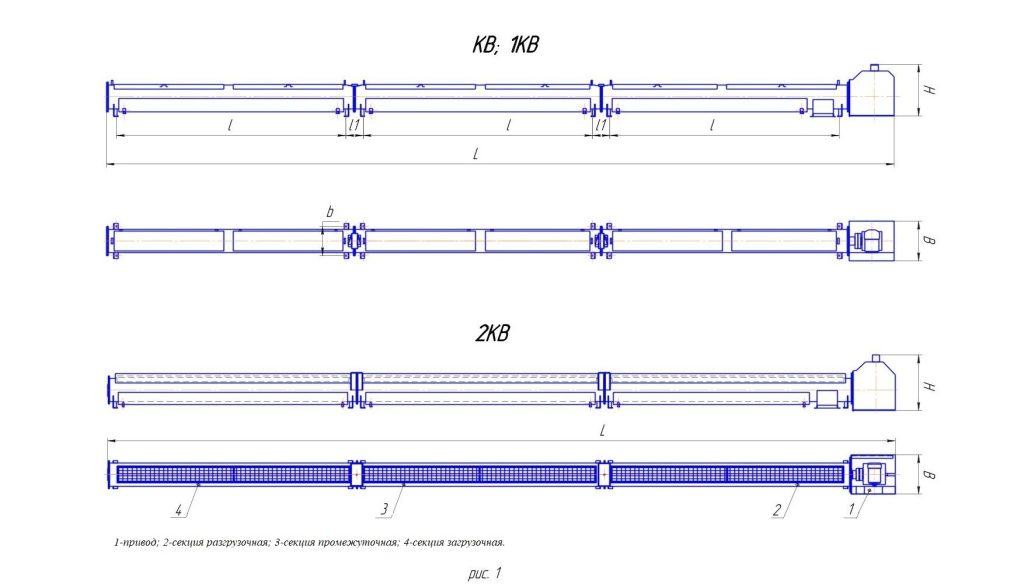
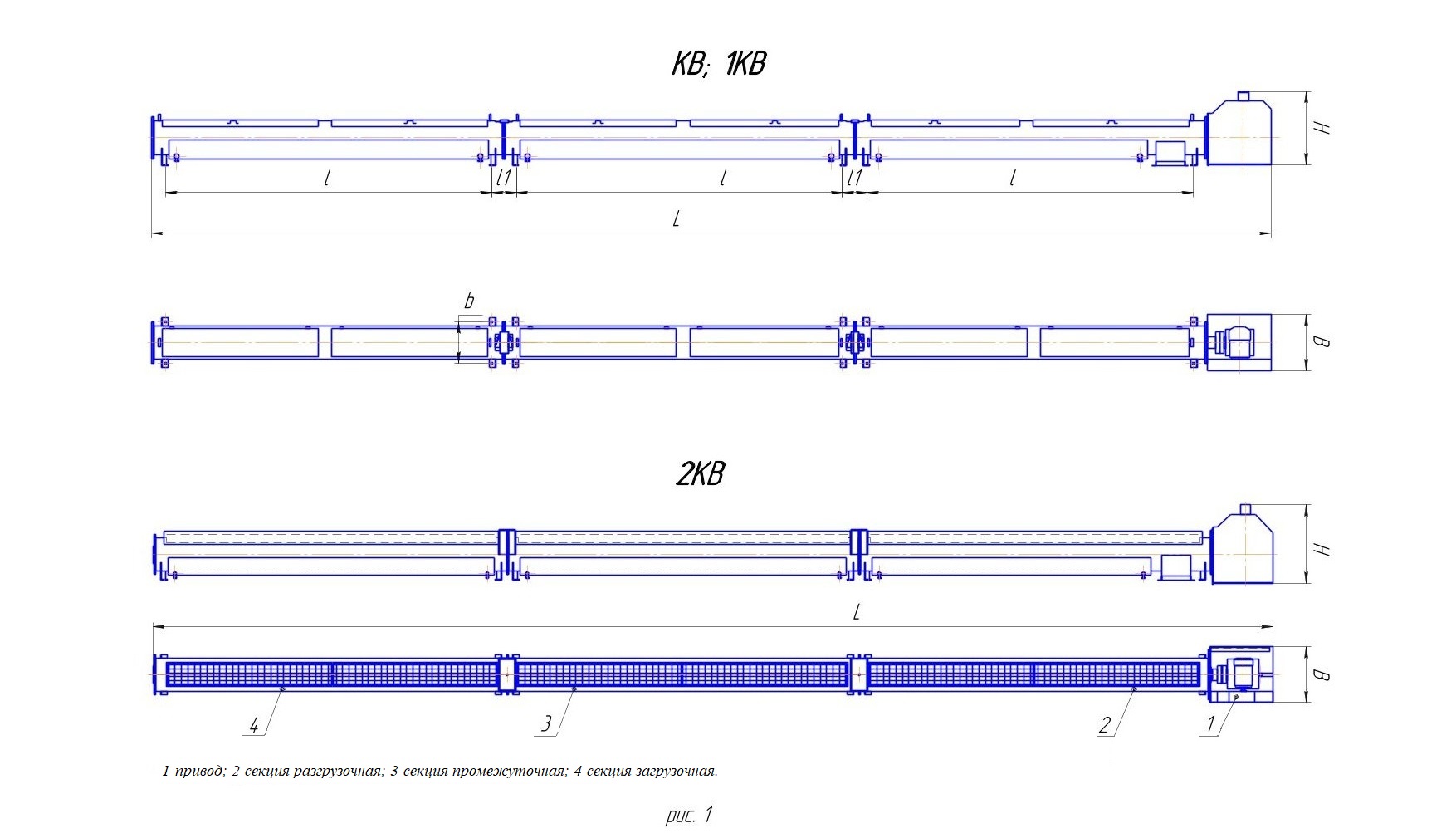
Кол. секций, шт | Длина транспор- тирования, м | Производи тельность м3/ч | Давление пара в кожухе МПа | Габаритные размеры,мм (LxBxH) | Установлен- ная мощ- ность элек- трооборудо-
вания,кВт |
Мас- са, кг |
|
| КВ-300/2 | 300 | 2 | 7,4 | 14 | 0,15 | 8400х700х1000 | 7,5 | 1240 |
| КВ-300/3 | 300 | 3 | 11 | 14 | 0,15 | 12000х700х1000 | 7,5 | 1700 |
| КВ-300/4 | 300 | 4 | 14,7 | 14 | 0,15 | 15700х700х1000 | 7,5 | 2100 |
| КВ-400/2 | 400 | 2 | 7,4 | 25 | 0,15 | 8400х700х1000 | 7,5 | 1360 |
| КВ-400/3 | 400 | 3 | 11 | 25 | 0,15 | 12000х700х1000 | 7,5 | 1867 |
| КВ-400/4 | 400 | 4 | 14,7 | 25 | 0,15 | 15700х700х1000 | 7,5 | 2251 |
| 1КВ-300 | 290 | 3 | 13,2 | 14 | 0,15 | 14035х700х1012 | 7,5 | 1660 |
| 1КВ-300-01 | 290 | 2 | 8,8 | 14 | 0,15 | 9625х700х1012 | 7,5 | 1160 |
| 1КВ-300-02 | 290 | 4 | 17,6 | 14 | 0,15 | 18425х700х1012 | 7,5 | 2165 |
| 1КВ-400 | 390 | 3 | 13,2 | 25 | 0,15 | 14035х700х1012 | 7,5 | 2165 |
| 1КВ-400-01 | 390 | 2 | 8,8 | 25 | 0,15 | 9625х700х1012 | 7,5 | 1595 |
| 1КВ-400-02 | 390 | 4 | 17,6 | 25 | 0,15 | 18425х700х1012 | 7,5 | 2735 |
| КВ-500 | 470 | 2 | 7,4 | 40 | 0,15 | 8160х700х1080 | 7,5 | 1990 |
| КВ-500-01 | 470 | 3 | 11 | 40 | 0,15 | 11830х700х1080 | 7,5 | 2700 |
| КВ-500-02 | 470 | 4 | 14,7 | 40 | 0,15 | 15490х700х1080 | 7,5 | 3420 |
| КВ-500-03 | 470 | 5 | 18,3 | 40 | 0,15 | 19330х700х1080 | 7,5 | 4100 |
| 2КВ-300 | 290 | 3 | 12,2 | 14 | 0,15 | 14045х700х1080 | 7,5 | 2228 |
| 2КВ-300-01 | 290 | 2 | 7,8 | 14 | 0,15 | 9645х700х1080 | 7,5 | 1656 |
| 2КВ-300-02 | 290 | 4 | 16,6 | 14 | 0,15 | 18445х700х1080 | 7,5 | 2801 |
| 2КВ-400 | 390 | 3 | 12,2 | 25 | 0,15 | 14045х700х1080 | 7,5 | 2670 |
| 2КВ-400-01 | 390 | 2 | 7,8 | 25 | 0,15 | 9645х700х1080 | 7,5 | 1960 |
| 2КВ-400-02 | 390 | 4 | 16,6 | 25 | 0,15 | 18445х700х1080 | 7,5 | 3380 |
| 2КВ-500 | 490 | 3 | 12,2 | 40 | 0,15 | 14045х700х1080 | 7,5 | 3352 |
| 2КВ-500-01 | 490 | 2 | 7,8 | 40 | 0,15 | 9645х700х1080 | 7,5 | 2372 |
| 2КВ-500-02 | 490 | 4 | 16,6 | 40 | 0,15 | 18445х700х1080 | 7,5 | 4292 |